
|
什么是回流焊? 回流焊的英文是Reflow,是通過重新熔化預(yù)先分配到印制板焊盤上的膏狀軟釬焊料,實(shí)現(xiàn)表面組裝元器件焊端或引腳與印制板焊盤之間機(jī)械與電氣連接的軟釬焊。回流焊是將元器件焊接到PCB板材上,回流焊是對表面貼裝器件的。回流焊是靠熱氣流對焊點(diǎn)的作用,膠狀的焊劑在一定的高溫氣流下進(jìn)行物理反應(yīng)達(dá)到SMD的焊接;之所以叫"回流焊"是因?yàn)闅怏w在焊機(jī)內(nèi)循環(huán)流動產(chǎn)生高溫達(dá)到焊接目的。 回流焊原理分為幾個描述  (回流焊溫度曲線圖) A.當(dāng)PCB進(jìn)入升溫區(qū)時(shí),焊膏中的溶劑、氣體蒸發(fā)掉,同時(shí),焊膏中的助焊劑潤濕焊盤、元器件端頭和引腳,焊膏軟化、塌落、覆蓋了焊盤,將焊盤、元器件引腳與氧氣隔離。 B.PCB進(jìn)入保溫區(qū)時(shí),使PCB和元器件得到充分的預(yù)熱,以防PCB突然進(jìn)入焊接高溫區(qū)而損壞PCB和元器件。 C.當(dāng)PCB進(jìn)入焊接區(qū)時(shí),溫度迅速上升使焊膏達(dá)到熔化狀態(tài),液態(tài)焊錫對PCB的焊盤、元器件端頭和引腳潤濕、擴(kuò)散、漫流或回流混合形成焊錫接點(diǎn)。 D.PCB進(jìn)入冷卻區(qū),使焊點(diǎn)凝固,此時(shí)完成了回流焊。 雙軌回流焊的工作原理 雙軌回流焊爐通過同時(shí)平行處理兩個電路板,可使單個雙軌爐的產(chǎn)能提高兩倍。目前, 電路板制造商僅限于在每個軌道中處理相同或重量相似的電路板。而現(xiàn)在, 擁有獨(dú)立軌道速度的雙軌雙速回流焊爐使同時(shí)處理兩塊差異更大的電路板成為現(xiàn)實(shí)。首先,我們要了解影響熱能從回流爐加熱器向電路板傳遞的主要因素。在通常情況下,如圖所示,回流焊爐的風(fēng)扇推動氣體(空氣或氮?dú)猓┙?jīng)過加熱線圈,氣體被加熱后,通過孔板內(nèi)的一系列孔口傳遞到產(chǎn)品上。  可用如下方程來描述熱能從氣流傳遞到電路板的過程,q = 傳遞到電路板上的熱能; a = 電路板和組件的對流熱傳遞系數(shù); t = 電路板的加熱時(shí)間; A = 傳熱表面積 ; ΔT = 對流氣體和電路板之間的溫度差 我們將電路板相關(guān)參數(shù)移到公式的一側(cè),并將回流焊爐參數(shù)移到另一側(cè),可得到如下公式:q = a | t | A | | T 雙軌回流焊PCB已經(jīng)相當(dāng)普及,并在逐漸變得復(fù)那時(shí)起來,它得以如此普及,主要原因是它給設(shè)計(jì)者提供了極為良好的彈性空間,從而設(shè)計(jì)出更為小巧,緊湊的低成本的產(chǎn)品。到今天為止,雙軌回流焊板一般都有通過回流焊接上面(元件面),然后通過波峰焊來焊接下面(引腳面)。目前的一個趨勢傾向于雙軌回流焊回流焊,但是這個工藝制程仍存在一些問題。大板的底部元件可能會在第二次回流焊過程中掉落,或者底部焊接點(diǎn)的部分熔融而造成焊點(diǎn)的可靠性問題。 回流焊流程介紹 回流焊加工的為表面貼裝的板,其流程比較復(fù)雜,可分為兩種:單面貼裝、雙面貼裝。 A,單面貼裝:預(yù)涂錫膏 → 貼片(分為手工貼裝和機(jī)器自動貼裝) → 回流焊 → 檢查及電測試。 B,雙面貼裝:A面預(yù)涂錫膏 → 貼片(分為手工貼裝和機(jī)器自動貼裝) → 回流焊 →B面預(yù)涂錫膏 →貼片(分為手工貼裝和機(jī)器自動貼裝)→ 回流焊 → 檢查及電測試。 回流焊的最簡單的流程是"絲印焊膏--貼片--回流焊,其核心是絲印的準(zhǔn)確,對貼片是由機(jī)器的PPM來定良率,回流焊是要控制溫度上升和最高溫度及下降溫度曲線。 回流焊工藝要求 回流焊技術(shù)在電子制造領(lǐng)域并不陌生,我們電腦內(nèi)使用的各種板卡上的元件都是通過這種工藝焊接到線路板上的。這種工藝的優(yōu)勢是溫度易于控制,焊接過程中還能避免氧化,制造成本也更容易控制。這種設(shè)備的內(nèi)部有一個加熱電路,將氮?dú)饧訜岬阶銐蚋叩臏囟群蟠迪蛞呀?jīng)貼好元件的線路板,讓元件兩側(cè)的焊料融化后與主板粘結(jié)。 1、要設(shè)置合理的再流焊溫度曲線并定期做溫度曲線的實(shí)時(shí)測試。 2、要按照PCB設(shè)計(jì)時(shí)的焊接方向進(jìn)行焊接。 3、焊接過程中嚴(yán)防傳送帶震動。 4、必須對首塊印制板的焊接效果進(jìn)行檢查。 5、焊接是否充分、焊點(diǎn)表面是否光滑、焊點(diǎn)形狀是否呈半月狀、錫球和殘留物的情況、連焊和虛焊的情況。還要檢查PCB表面顏色變化等情況。并根據(jù)檢查結(jié)果調(diào)整溫度曲線。在整批生產(chǎn)過程中要定時(shí)檢查焊接質(zhì)量。 影響工藝的因素 1、通常PLCC、QFP與一個分立片狀元件相比熱容量要大,焊接大面積元件就比小元件更困難些。 2、在回流焊爐中傳送帶在周而復(fù)始傳送產(chǎn)品進(jìn)行回流焊的同時(shí),也成為一個散熱系統(tǒng),此外在加熱部分的邊緣與中心散熱條件不同,邊緣一般溫度偏低,爐內(nèi)除各溫區(qū)溫度要求不同外,同一載面的溫度也差異。 3、產(chǎn)品裝載量不同的影響。回流焊的溫度曲線的調(diào)整要考慮在空載,負(fù)載及不同負(fù)載因子情況下能得到良好的重復(fù)性。負(fù)載因子定義為:LF=L/(L+S);其中L=組裝基板的長度,S=組裝基板的間隔。回流焊工藝要得到重復(fù)性好的結(jié)果,負(fù)載因子愈大愈困難。通常回流焊爐的最大負(fù)載因子的范圍為0.5~0.9。這要根據(jù)產(chǎn)品情況(元件焊接密度、不同基板)和再流爐的不同型號來決定。要得到良好的焊接效果和重復(fù)性,實(shí)踐經(jīng)驗(yàn)很重要的。 回流焊是SMT工藝的核心技術(shù),PCB上所有的電子元器件通過整體加熱一次性焊接完成,電子廠SMT生產(chǎn)線的質(zhì)量控制占絕對分量的工作最后都是為了獲得優(yōu)良的焊接質(zhì)量。設(shè)定好溫度曲線,就管好了爐子,這是所有PE都知道的事。很多文獻(xiàn)與資料都提到回流焊溫度曲線的設(shè)置。對于一款新產(chǎn)品、新爐子、新錫膏,如何快速設(shè)定回流焊溫度曲線?這需要我們對溫度曲線的概念和錫膏焊接原理有基本的認(rèn)識。 本文以最常用的無鉛錫膏Sn96.5Ag3.0Cu0.5錫銀銅合金為例,介紹理想的回流焊溫度曲線設(shè)定方案和分析其原理。如圖一 : 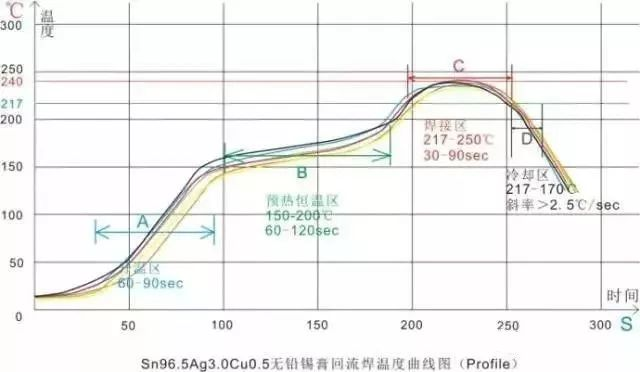 圖一 SAC305無鉛錫膏回流焊溫度曲線圖 圖一所示為典型的SAC305合金無鉛錫膏回流焊溫度曲線圖。圖中黃、橙、綠、紫、藍(lán)和黑6條曲線即為溫度曲線。構(gòu)成曲線的每一個點(diǎn)代表了對應(yīng)PCB上測溫點(diǎn)在過爐時(shí)相應(yīng)時(shí)間測得的溫度。隨著時(shí)間連續(xù)的記錄即時(shí)溫度,把這些點(diǎn)連接起來,就得到了連續(xù)變化的曲線。也可以看做PCB上測試點(diǎn)的溫度在爐子內(nèi)隨著時(shí)間變化的過程。 那么,我們把這個曲線分成4個區(qū)域,就得到了PCB在通過回流焊時(shí)某一個區(qū)域所經(jīng)歷的時(shí)間。在這里,我們還要闡明另一個概念“斜率①”。用PCB通過回流焊某個區(qū)域的時(shí)間除以這個時(shí)間段內(nèi)溫度變化的絕對值,所得到的值即為“斜率”。引入斜率的概念是為了表示PCB受熱后升溫的速率,它是溫度曲線中重要的工藝參數(shù)。圖中A、B、C、D四個區(qū)段,分別為定義為A:升溫區(qū) ,B:預(yù)熱恒溫區(qū)(保溫區(qū)或活化區(qū)),C:回流焊接區(qū)(焊接區(qū)或Reflow區(qū)),D:冷卻區(qū)。  繼續(xù)深入解析各區(qū)段的設(shè)置與意義 一.升溫區(qū)A PCB進(jìn)入回流焊鏈條或網(wǎng)帶,從室溫開始受熱到150℃的區(qū)域叫做升溫區(qū)。升溫區(qū)的時(shí)間設(shè)置在60-90秒,斜率控制在2-4之間。 此區(qū)域內(nèi)PCB板上的元器件溫度相對較快的線性上升,錫膏中的低沸點(diǎn)溶劑開始部分揮發(fā)。若斜率太大,升溫速率過快,錫膏勢必由于低沸點(diǎn)溶劑的快速揮發(fā)或者水氣迅速沸騰而發(fā)生飛濺,從而在爐后發(fā)生“錫珠”缺陷。過大的斜率也會由于熱應(yīng)力的原因造成例如陶瓷電容微裂、PCB板變形曲翹、BGA內(nèi)部損壞等機(jī)械損傷。 升溫過快的另一個不良后果就是錫膏無法承受較大的熱沖擊而發(fā)生坍塌,這是造成“短路”的原因之一。長期對制造廠的服務(wù)跟蹤,很多廠商的SMT線該區(qū)域的斜率實(shí)際控制在1.5-2.5之間能得到滿意的效果。由于各個板載貼裝的元器件尺寸、質(zhì)量不一,在升溫區(qū)結(jié)束時(shí),大小元器件之間的溫度差異相對較大。 二.預(yù)熱恒溫區(qū)B 此區(qū)域在很多文獻(xiàn)和供應(yīng)商資料中也稱為保溫區(qū)、活化區(qū)。 該區(qū)域PCB表面溫度由150℃平緩上升至200℃,時(shí)間窗口在60-120秒之間。PCB板上各個部分緩緩受到熱風(fēng)加熱,溫度隨時(shí)間緩慢上升。斜率在0.3-0.8之間。 此時(shí)錫膏中的有機(jī)溶劑繼續(xù)揮發(fā)。活性物質(zhì)被溫度激活開始發(fā)揮作用,清除焊盤表面、零件腳和錫粉合金粉末中的氧化物。恒溫區(qū)被設(shè)計(jì)成平緩升溫的目的是為了兼顧PCB上貼裝的大小不一的元器件能均勻升溫。讓不同尺寸和材料的元器件之間的溫度差逐漸減小,在錫膏熔融之前達(dá)到最小的溫差,為在下一個溫度分區(qū)內(nèi)熔融焊接做好準(zhǔn)備。這是防止“墓碑”缺陷的重要方法。眾多無鉛錫膏廠商的SAC305合金錫膏配方里活性劑的活化溫度大都在150-200℃之間,這也是本溫度曲線在這個溫度區(qū)間內(nèi)預(yù)熱的原因之一。 需要注意的是 1、預(yù)熱時(shí)間過短。活性劑③與氧化物反應(yīng)時(shí)間不夠,被焊物表面的氧化物未能有效清除。錫膏中的水氣未能完全緩慢蒸發(fā)、低沸點(diǎn)溶劑揮發(fā)量不足,這將導(dǎo)致焊接時(shí)溶劑猛烈沸騰而發(fā)生飛濺產(chǎn)生“錫珠”。潤濕不足,可能會產(chǎn)生浸潤不足的“少錫”“虛焊”、“空焊”、“漏銅”的不良。 2、預(yù)熱時(shí)間過長。活性劑消耗過度,在下一個溫度區(qū)域焊接區(qū)熔融時(shí)沒有足夠的活性劑即時(shí)清除與隔離高溫產(chǎn)生的氧化物和助焊劑高溫碳化的殘留物。這種情況在爐后的也會表現(xiàn)出“虛焊”、“殘留物發(fā)黑”、“焊點(diǎn)灰暗”等不良現(xiàn)象。 三.回流焊接區(qū)C 回流區(qū)又叫焊接區(qū)或Refelow區(qū)。 SAC305合金的熔點(diǎn)在217℃-218℃之間④,所以本區(qū)域?yàn)椋?17℃的時(shí)間,峰值溫度<245℃,時(shí)間30-70秒。形成優(yōu)質(zhì)焊點(diǎn)的溫度一般在焊料熔點(diǎn)之上15-30℃左右,所以回流區(qū)最低峰值溫度應(yīng)該設(shè)置在230℃以上。考慮到Sn96.5Ag3.0Cu0.5無鉛錫膏的熔點(diǎn)已經(jīng)在217℃以上,為照顧到PCB和元器件不受高溫?fù)p壞,峰值溫度最高應(yīng)控制在250℃以下,筆者所見大部分工廠實(shí)際峰值溫度最高在245℃以下。 預(yù)熱區(qū)結(jié)束后,PCB板上溫度以相對較快的速率上升到錫粉合金液相線,此時(shí)焊料開始熔融,繼續(xù)線性升溫到峰值溫度后保持一段時(shí)間后開始下降到固相線。 此時(shí)錫膏中的各種組分全面發(fā)揮作用:松香或樹脂軟化并在焊料周圍形成一層保護(hù)膜與氧氣隔絕。表面活性劑被激活用于降低焊料和被焊面之間的表面張力,增強(qiáng)液態(tài)焊料的潤濕力。活性劑繼續(xù)與氧化物反應(yīng),不斷清除高溫產(chǎn)生的氧化物與被碳化物并提供部分流動性,直到反應(yīng)完全結(jié)束。部分添加劑在高溫下分解并揮發(fā)不留下殘留物。高沸點(diǎn)溶劑隨著時(shí)間不斷揮發(fā),并在回焊結(jié)束時(shí)完全揮發(fā)。穩(wěn)定劑均勻分布于金屬中和焊點(diǎn)表面保護(hù)焊點(diǎn)不受氧化。焊料粉末從固態(tài)轉(zhuǎn)換為液態(tài),并隨著焊劑潤濕擴(kuò)展。少量不同的金屬發(fā)生化學(xué)反應(yīng)生產(chǎn)金屬間化合物,如典型的錫銀銅合金會由Ag3Sn、Cu6Sn5生成。 回焊區(qū)是溫度曲線中最核心的區(qū)段。峰值溫度過低、時(shí)間過短,液態(tài)焊料沒有足夠的時(shí)間流動潤濕,造成“冷焊”、“虛焊”、“浸潤不良(漏銅)”、“焊點(diǎn)不光亮”和“殘留物多”等缺陷;峰值溫度過高或時(shí)間過長,造成“PCB板變形”、“元器件熱損壞”、“殘留物發(fā)黑”等等缺陷。它需要在峰值溫度、PCB板和元器件能承受的溫度上限與時(shí)間、形成最佳焊接效果的熔融時(shí)間之間尋求平衡,以期獲得理想的焊點(diǎn)。 四.冷卻區(qū)D 焊點(diǎn)溫度從液相線開始向下降低的區(qū)段稱為冷卻區(qū)。通常SAC305合金錫膏的冷卻區(qū)一般認(rèn)為是217℃-170℃之間的時(shí)間段(也有的文獻(xiàn)提出最低到150℃)。 由于液態(tài)焊料降溫到液相線以下后就形成固態(tài)焊點(diǎn),形成焊點(diǎn)后的質(zhì)量短期內(nèi)肉眼無法判斷,所以很多工廠往往不是很重視冷卻區(qū)的設(shè)定。然而焊點(diǎn)的冷卻速率關(guān)乎焊點(diǎn)的長期可靠性,不能不認(rèn)真對待。 冷卻區(qū)的管控要點(diǎn)主要是冷卻速率。經(jīng)過很多焊錫實(shí)驗(yàn)室研究得出的結(jié)論:快速降溫有利于得到穩(wěn)定可靠的焊點(diǎn)。 通常人們的直覺認(rèn)為應(yīng)該緩慢降溫,以抵消各元器件和焊點(diǎn)的熱沖擊。然而,回流焊錫膏釬焊慢速冷卻會形成更多粗大的晶粒,在焊點(diǎn)界面層和內(nèi)部生較大Ag3Sn、Cu6Sn5等金屬間化合物顆粒。降低焊點(diǎn)機(jī)械強(qiáng)度和熱循環(huán)壽命,并且有可能造成焊點(diǎn)灰暗光澤度低甚至無光澤。 快速的冷卻能形成平滑均勻而薄的金屬間化物,形成細(xì)小富錫枝狀晶和錫基體中彌散的細(xì)小晶粒,使焊點(diǎn)力學(xué)性能和可靠性得到明顯的提升與改善。 生產(chǎn)應(yīng)用中,并不是冷卻速率越大越好。要結(jié)合回流焊設(shè)備的冷卻能力、板子、元器件和焊點(diǎn)能承受的熱沖擊來考量。應(yīng)該在保證焊點(diǎn)質(zhì)量時(shí)不損害板子和元器件之間尋求平衡。最小冷卻速率應(yīng)該在2.5℃以上,最佳冷卻速率在3℃以上。考慮到元器件和PCB能承受的熱沖擊,最大冷卻速率應(yīng)該控制在6-10℃。工廠在選擇設(shè)備時(shí),最好選擇帶水冷功能的回流焊而獲得較強(qiáng)的冷卻能力儲備。  回流焊技術(shù)有哪些優(yōu)勢? 1、回流焊技術(shù)進(jìn)行焊接時(shí),不需要將印刷電路板浸入熔融的焊料中,而是采用局部加熱的方式完成焊接任務(wù)的;因而被焊接的元器件受到熱沖擊小,不會因過熱造成元器件的損壞。 2、由于在焊接技術(shù)僅需要在焊接部位施放焊料,并局部加熱完成焊接,因而避免了橋接等焊接缺陷。 3、再流焊技術(shù)中,焊料只是一次性使用,不存在再次利用的情況,因而焊料很純凈,沒有雜質(zhì),保證了焊點(diǎn)的質(zhì)量。 回流焊的注意事項(xiàng) 1、橋聯(lián) 回流焊焊接加熱過程中也會產(chǎn)生焊料塌邊,這個情況出現(xiàn)在預(yù)熱和主加熱兩種場合,當(dāng)預(yù)熱溫度在幾十至一百度范圍內(nèi),作為焊料中成分之一的溶劑即會降低粘度而流出,如果其流出的趨勢是十分強(qiáng)烈的,會同時(shí)將焊料顆粒擠出焊區(qū)外的含金顆粒,在熔融時(shí)如不能返回到焊區(qū)內(nèi),也會形成滯留的焊料球。除上面的因素外,SMD元件端電極是否平整良好,電路線路板布線設(shè)計(jì)與焊區(qū)間距是否規(guī)范,阻焊劑涂敷方法的選擇和其涂敷精度等都會是造成橋聯(lián)的原因。 2、立碑元件浮高(曼哈頓現(xiàn)象) 片式元件在遭受回流焊急速加熱情況下發(fā)生的翹立,這是因?yàn)榧睙崾乖啥舜嬖跍夭睿姌O端一邊的焊料完全熔融后獲得良好的濕潤,而另一邊的焊料未完全熔融而引起濕潤不良,這樣促進(jìn)了元件的翹立。因此,回流焊加熱時(shí)要從時(shí)間要素的角度考慮,使水平方向的加熱形成均衡的溫度分布,避免回流焊急熱的產(chǎn)生。 防止元件翹立的主要因素有以下幾點(diǎn): ①選擇粘接力強(qiáng)的焊料,焊料的印刷精度和元件的貼裝精度也需提高; ②元件的外部電極需要有良好的濕潤性和濕潤穩(wěn)定性。推薦:溫度40℃以下,濕度70%RH以下,進(jìn)廠元件的使用期不可超過6個月; ③采用小的焊區(qū)寬度尺寸,以減少焊料熔融時(shí)對元件端部產(chǎn)生的表面張力。另外可適當(dāng)減小焊料的印刷厚度,如選用100μm; ④焊接溫度管理?xiàng)l件設(shè)定也是元件翹立的一個因素。通常的目標(biāo)是加熱要均勻,特別在元件兩連接端的焊接圓角形成之前,均衡加熱不可出現(xiàn)波動。 3、潤濕不良 潤濕不良是指回流焊焊接過程中焊料和電路基板的焊區(qū)(銅箔)或SMD的外部電極,經(jīng)浸潤后不生成相互間的反應(yīng)層,而造成漏焊或少焊故障。其中原因大多是焊區(qū)表面受到污染或沾上阻焊劑,或是被接合物表面生成金屬化合物層而引起的。譬如銀的表面有硫化物、錫的表面有氧化物都會產(chǎn)生潤濕不良。另外焊料中殘留的鋁、鋅、鎘等超過0.005%以上時(shí),由于焊劑的吸濕作用使活化程度降低,也可發(fā)生潤濕不良。因此在焊接基板表面和元件表面要做好防污措施。選擇合適的焊料,并設(shè)定回流焊合理的焊接溫度曲線。 無鉛焊接的五個步驟 1、選擇適當(dāng)?shù)牟牧虾头椒?nbsp; 在無鉛焊接工藝中,焊接材料的選擇是最具挑戰(zhàn)性的。因?yàn)閷τ跓o鉛焊接工藝來說,無鉛焊料、焊膏、助焊劑等材料的選擇是最關(guān)鍵的,也是最困難的。在選擇這些材料時(shí)還要考慮到焊接元件的類型、線路板的類型,以及它們的表面涂敷狀況。選擇的這些材料應(yīng)該是在自己的研究中證明了的,或是權(quán)威機(jī)構(gòu)或文獻(xiàn)推薦的,或是已有使用的經(jīng)驗(yàn)。把這些材料列成表以備在工藝試驗(yàn)中進(jìn)行試驗(yàn),以對它們進(jìn)行深入的研究,了解其對工藝的各方面的影響。 對于焊接方法,要根據(jù)自己的實(shí)際情況進(jìn)行選擇,如元件類型:表面安裝元件、通孔插裝元件;線路板的情況;板上元件的多少及分布情況等。對于表面安裝元件的焊接,需采用回流焊的方法;對于通孔回流焊插裝元件,可根據(jù)情況選擇波峰焊、浸焊或噴焊法來進(jìn)行焊接。波峰焊更適合于整塊板(大型)上通孔插裝元件的焊接;浸焊更適合于整塊板(小型)上或板上局部區(qū)域通孔插裝元件的回流焊焊接;局部噴焊劑更適合于板上個別元件或少量通孔插裝元件的回流焊焊接。另外,還要注意的是,無鉛回流焊焊接的整個過程比含鉛焊料的要長,而且所需的焊接溫度要高,這是由于無鉛焊料的熔點(diǎn)比含鉛焊料的高,而它的浸潤性又要差一些的緣故。 在焊接方法選擇好后,其焊接工藝的類型就確定了。這時(shí)就要根據(jù)焊接工藝要求選擇設(shè)備及相關(guān)的工藝控制和工藝檢查儀器,或進(jìn)行升級。焊接設(shè)備及相關(guān)儀器的選擇跟焊接材料的選擇一樣,也是相當(dāng)關(guān)鍵的。 2、確定工藝路線和工藝條件 在第一步完成后,就可以對所選的焊接材料進(jìn)行焊接工藝試驗(yàn)。通過試驗(yàn)確定工藝路線和工藝條件。在試驗(yàn)中,需要對列表選出的焊接材料進(jìn)行充分的試驗(yàn),以了解其特性及對工藝的影響。這一步的目的是開發(fā)出無鉛焊接的樣品。 3、開發(fā)健全焊接工藝 這一步是第二步的繼續(xù)。它是對第二步在工藝試驗(yàn)中收集到的試驗(yàn)數(shù)據(jù)進(jìn)行分析,進(jìn)而改進(jìn)材料、設(shè)備或改變工藝,以便獲得在實(shí)驗(yàn)室條件下的健全工藝。在這一步還要弄清無鉛合金焊接工藝可能產(chǎn)生的沾染如何預(yù)防、測定各種焊接特性的工序能力(CPK)值,以及與原有的錫/鉛工藝進(jìn)行比較。通過這些研究,就可開發(fā)出焊接工藝的檢查和測試程序,同時(shí)也可找出一些工藝失控的處理方法。 4、焊接樣品可靠性試驗(yàn) 還需要對焊接樣品進(jìn)行可靠性試驗(yàn),以鑒定產(chǎn)品的質(zhì)量是否達(dá)到要求。如果達(dá)不到要求,需找出原因并進(jìn)行解決,直到達(dá)到要求為止。一旦焊接產(chǎn)品的可靠性達(dá)到要求,無鉛焊接工藝的開發(fā)就獲得成功,這個工藝就為規(guī)模生產(chǎn)做好了準(zhǔn)準(zhǔn)備就緒后的操作一切準(zhǔn)備就緒,現(xiàn)在就可以從樣品生產(chǎn)轉(zhuǎn)變到工業(yè)化生產(chǎn)。在這時(shí),仍需要對工藝進(jìn)行以維持工藝處于受控狀態(tài)。 5、控制和改進(jìn)工藝 無鉛焊接工藝是一個動態(tài)變化的舞臺。工廠必須警惕可能出現(xiàn)的各種問題以避免出現(xiàn)工藝失控,同時(shí)也還需要不斷地改進(jìn)工藝,以使產(chǎn)品的質(zhì)量和合格良率不斷得到提高。對于任何無鉛焊接工藝來說,改進(jìn)焊接材料,以及更新設(shè)備都可改進(jìn)產(chǎn)品的焊接性能。 |
")
系方式、博維科技官方微信")




